“Un processo innovativo”
PROCESSI DI FORGIATURA A CONFRONTO
Conventional Extrusion Process
1| MELTING
- Melting Furnace
- Degas
- Filter
2| DC Cast
3| Ultrasonic inspection
4| Homogenization
5| EXTRUSION
- Scalping
- Preheat
- Extrusion
- Press
6| Straighten & Cut
7| FORGING
Liquid Forging Process
1| MELTING
Melting Furnace
Degas
Filter
2| LIQUID FORGING
“Una tecnica unica di fusione di leghe leggere che prevede l’applicazione di una elevatissima pressione sul materiale allo stato liquido durante la fase di solidificazione”.
“Qualità, Versatilità, Competitività”
La completa fuoriuscita dell’aria contenuta nello stampo è assicurata dal lento ingresso del metallo e da “arie” appositamente realizzate.


La compattazione del metallo durante la solidificazione permette il recupero della forma desiderata considerando il passaggio dallo stato liquido allo stato solido.
La densità del prodotto è superiore a qualsiasi tradizionale processo di fusione (gravità o pressocolata) ed equivalente alla forgiatura.


Il ciclo di produzione, completamente automatico, è garantito dalle soluzioni tecniche adottate sul lay-out della macchina.
Tempo ciclo molto inferiore allo Squeeze Casting (rapporto 1:2,5)
QUALITÀ e
RISPARMIO
• Integrità strutturale.
• Assenza di porosità
• Tolleranze dimensionali più strette dei forgiati a caldo.
• Possibilità di effettuare trattamenti termici.
• Eccellente micro-struttura, per la rapida solificazione in seguito al raffreddamento forzato dello stampo.
• Adatto a ogni tipo di lega leggera, incluso il magnesio (6082, 7075, 2014,0 A356, AlSi4.5, AlSi9, Magsimal, Silagont…).
• Possibilità di produrre pezzi con inserti.
• Possibilità di ottenere geometrie complesse.
• Possibilità di produrre pezzi di peso da 40g fino a 10 kg.
• NON ESISTE SCARTO!
• La giusta quantità di metallo liquido diventa il pezzo.
• Possibilità di creare stampi multifigura con consistenti riduzioni di tempo ciclo.
• Possibilità di avere figure diverse nello stesso stampo.
• Costo posizionato tra le fusione in conchiglia e la pressocolata.
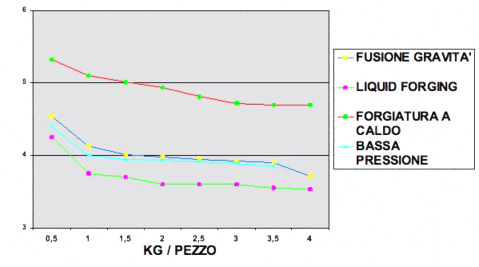
Il costo del Liquid Forging è inferiore a quello della fusione in gravità, offrendo in più migliori caratteristiche qualitative e meccaniche e una produttività più elevata.
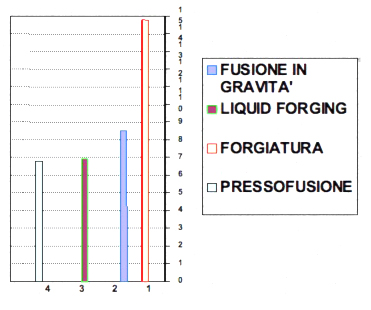
Il confronto illustra il costo in euro del particolare realizzato per Volvo nella varie tecnologie. Occorre tenere presente i maggiori costi per la Pressofusione, Gravità e Bassa pressione dovuti alla impregnazione al 100%, o uno scarto variabile dal 6 al 20%.

Percentuale di porosità delle differenti tecnologie.
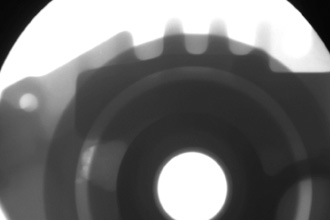
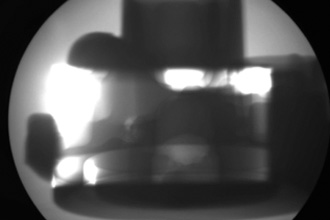
ANALISI
Le immagini radioscopiche illustrano la compattezza del ripartitore di coppia Volvo, l’assenza di porosità, microporosità, soffiature, cricche e cristallizzazioni (caratteristiche comuni agli interi lotti di produzione).
ESAME AL MICROSCOPIO
La microstruttura in corrispondenza della superficie del getto risulta molto fine, per effetto del velocissimo raffreddamento del liquido.
La microstruttura di solidificazione eutettica interdendritica risulta modificata finemente.
La struttura a cuore ha un elevato dendritismo, con valori medi di DAS di circa 18 µm, indice di raffreddamento rapido.
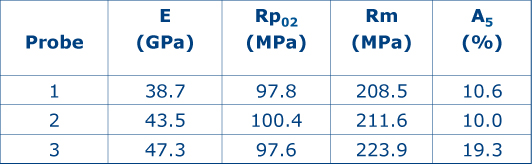
PROPRIETÀ MECCANICHE
La durezza del materiale risulta pari a 64,5 ÷ 67,5 HBW5/250, coerente con il mancato trattamento termico della lega. Dal getto sono stati prelevati 3 provini cilindrici (L0=5xdiametro), sottoposti a prova di trazione secondo lo standard della casa.
Il materiale è caratterizzato da un valore minimo di allungamento confrontabile con quello previsto per la medesima lega fussa in semisolido (thixoformatura), secondo tab. 53231. Dal getto sono state inoltre realizzate 5 provette di resilienza Charpy senza intaglio; la prova (eseguita secondo tab. 50130) ha prodotto valori
PATENT